The process of plastic injection molding technology in China produces a large number of high-quality
parts with great accuracy, fast cycle time. The production of plastic injection mold from
thermoplastic and thermosetting plastic materials. Particles in the form of plastic material are melted by the reciprocating screw or ram injector to replace the injected under pressure before
soft forced into the mold cavity. In China, when a part of the design from the customer, and
then manufacture the mold injection mold company, it needs to build a mold maker (or tools)
team. The result is shape is completely copy
Manufacture of plastic injection mold in China, we usually adopt steel or aluminum, manufacturing, and precision machining,
forming characteristics of the required parts. Injection molding is widely
used in the manufacture of various components, including home appliances, consumer electronics, electric tools,
and as the car dashboard. Other common thin-walled products (including different
types of open containers, such as barrels. Injection molding is also used to produce several
everyday items such as toothbrushes or small plastic toys. Many medical devices, including
valves and syringes, adopt injection molding manufacturer
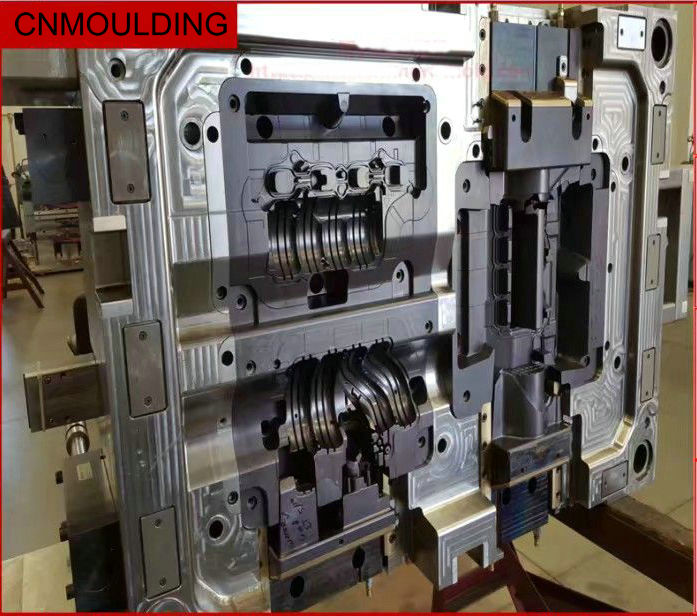
Chinese Plastic Injection Molding Parts Process
n = 3600/40 = 90
m = 0.051kg
Cp = 1.47 (kJ / kg · k)
θ1 = 200 ○ C
θ0 = 60 ○ C
Then Q = 90 × 0.051 × 1.47 × (200-60)
= 944.622 (kJ / h)
1.2.2 The heat removed by the cooling water .
According to the formula [4]: Qw Q = 95%, where: Qw-mold cooling of heat per unit of time (kJ/h);
Q-unit time through a plastic mold heat (kJ/h) Qw = 0.95×463.05 = 897.390 (kJ/HR)
1.2.3 the heat transfer area (wall cooling tables).
According to the formula [δ θ = 4]: Aw HW Qw/3.6
Location: Aw-heat transfer area (water table wall) (m2);
HW-wearing wall heat transfer coefficient of cooling water;
Δ θ-the average temperature of the mold cavity surface temperature of cooling water is the difference between
the average (0 c), in which the average cooling water inlet and outlet temperatures of the cooling water temperature.
hw = 2041 (1 +0.015 Qw-) V0.87/dw0.13
Where: dw- cooling channel diameter ( mm ) ;
V- cooling water flow rate (m / s);
Qw – the average temperature of the cooling water (○ C).
Qw = 439.9 (kJ / h)
hw = 2041 × (1 +0.015 × 40) × 1.660.87/80.13
= 2041 × 1.6 × 1.55 ÷ 1.31
= 3863.9
Δθ = 10 (○ C)
Then Aw = 897.390 ÷ 3.6 ÷ 3863.9 ÷ 10
= 0.006 (m2)
14.2.4 The total length of the cooling water .
Lw = Aw / πdw
Where: Lw- cooling pipe total length.
Lw = 0.006 ÷ 3.14 ÷ 0.008
= 0.24 (m)
Conclusion
Results show that mold cooling pipes to cool. It is a thin-walled plastic part and mould cavity temperature is not
too high they can be cooled and molded plastic parts. But in order to shorten the cycle time, and increase
productivity, fixed templates designed cooling channels, mm diameter and 8 mm ø brass waterways.
Gas-assistant molding
Gas-assisted injection molding technology is the development of a new type of technology.
In order to overcome the limitations of conventional injection molding engineering departments of
the general concern in China since 1990, using assistive technology, improve product accuracy and
surface quality, large size, and wall thickness deformation of different products, and increase
strength, reduce stress, and less plastic material mold design is greatly simplified, is widely used
in automotive, household appliances, office supplies, and household items, and many other areas.
It is known as the second revolution in China plastic injection molding process.
CAE software China Gas auxiliary injection forming process of simulation, help we understanding melt body
fill in forming process in the auxiliary fill, gas protection pressure forming process, to avoid
injection melt body enough, gas pressure too big, gas Eclipse, and wear surface blow depression occurred determines
melted door, intake mouth location, running who dimension degrees gas road
size optimization and gas road layout reasonable, material select, and process conditions,
according to repeated analysis calculation results to determines a group best process, to
ensure test mode of success. In recent years, we have successfully assisted injection molding
CAE analysis software appliances and vehicles, and have achieved good results. Articles,
gas injection molding




