
Injection molding is a premier manufacturing process utilized to produce everything from intricate medical devices to everyday consumer goods. At its core, the process relies on transforming solid polymers into a molten state and solidifying them into a precise shape. Among all operational variables, precise temperature control stands out as the absolute linchpin for achieving both premium product quality and manufacturing efficiency.
The Three Pillars of Thermal Regulation
To achieve a flawless defect-free part, a balance must be struck across three distinct thermal zones:
1. Melt Temperature (The Material State)
The temperature of the molten plastic must be rigorously monitored within its specific processing window.
- Too High: The polymer chains suffer thermal degradation, leading to brittle parts, discoloration, and outgassing.
- Too Low: The material viscosity spikes, causing poor flowability, high injection pressure, or “short shots” (incomplete mold filling).
2. Mold Temperature (The Shaping Environment)
The mold temperature dictates how the plastic behaves once it enters the cavity.
- Too High: The material stays soft for too long, delaying solidification. This extends cycle times (reducing profitability) and can cause severe shrinkage, sinking, or deformation upon ejection.
- Too Low: The molten plastic freezes prematurely upon touching the steel. This leads to cosmetic flaws like sink marks, visible knit lines, high internal molded-in stress, or premature freezing before the cavity is fully packed.
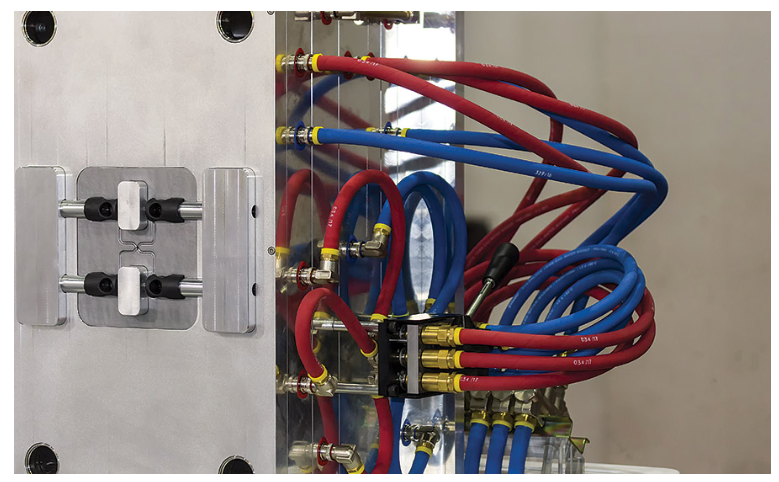
3. The Cooling System (The Efficiency Driver)
Cooling typically accounts for over 70-80% of the total injection molding cycle time. An optimized cooling system must regulate both the fluid temperature and the cooling rate uniformly across the entire core and cavity geometry. Uneven cooling is the primary culprit behind differential shrinkage, which inevitably manifests as part warping and twisting.
Balancing Quality and Profitability
In a production environment, speed directly translates to profitability. However, cutting corners on cooling times to shorten cycles usually destroys part quality.
┌────────────────────────┐ ┌────────────────────────┐
│ High Mold Temperature │ │ Low Mold Temperature │
├────────────────────────┤ ├────────────────────────┤
│ Excellent surface finish│ │ Fast cycle times │
│ Low internal stress │ │ High output rate │
│ Risk of warping/sinks │ │ Risk of stress/defects │
└────────────────────────┘ └────────────────────────┘
The objective is not simply to “cool the part,” but to cool it uniformly and predictably.
Conclusion
In modern manufacturing, relying on manual adjustments or static setups is no longer sufficient. Advanced, closed-loop Temperature Control Units (TCUs) capable of real-time monitoring and dynamic adjustments are vital. By masterfully balancing melt, mold, and cooling fluid temperatures, manufacturers can drastically eliminate defects like warppage and shrinkage, ensuring high-quality yields at maximum throughput.





