
High-Quality Transparent Plastic Product Solutions: Overcoming Molding Challenges with Precision Engineering
At CNMOULDING, we specialize in providing premium transparent plastic product solutions. In China and globally, transparent injection-molded parts are essential across demanding sectors, including automotive, medical devices, optics & lighting, consumer electronics, and high-end cosmetics packaging.
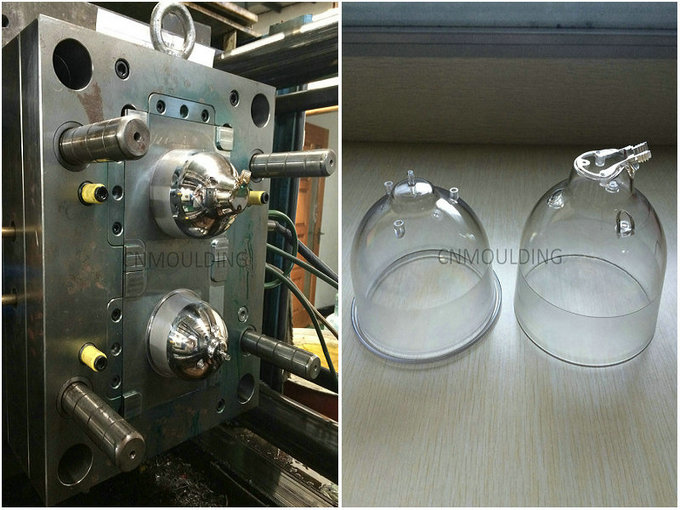
While conventional plastic molding focuses primarily on structural integrity, transparent molding demands absolute optical clarity and flawless aesthetics. We typically work with high-performance transparent materials such as PC, PMMA (Acrylic), MS, AS, and PET.
1. The Challenges & Technical Difficulties in Transparent Plastic Molding
Achieving crystal-clear perfection is highly complex. Transparent materials are unforgiving; even the slightest variation in temperature, pressure, or environment can result in defects that compromise both appearance and function. The primary technical challenges include:
- Strict Material Purity: Transparent resins have poor thermal stability and are highly sensitive to contamination. Any trace of dust, moisture, or cross-contamination from other polymers will cause black spots, cloudiness, or silver streaks.
- Poor Material Fluidity: Materials like PC and PMMA have high viscosity (poor fluidity). This requires higher injection temperatures and pressures, which can easily trigger thermal degradation or high internal stress.
- Severe Defect Visibility: Unlike colored plastics that can hide internal flaws, transparent parts immediately expose defects such as bubbles, shrink cavities, silver streaks (crazing), weld lines, and flow marks.
- High Internal Stress: High pressure during filling can lock internal stresses into the part, leading to cracking (stress crazing) during post-processing or end-use.
2. Our Core Technical Points & Defects Control Solutions
To eliminate these common defects and dramatically reduce the reject rate (defect rate), our engineering team utilizes advanced technologies and strict process control across three critical phases:
A. Advanced Mold Design & Precision Manufacturing
- Optimized Gating & Venting System: We design generous, precisely positioned gates (often using fan gates or tab gates) to prevent jetting and minimize shear stress. Advanced, high-efficiency venting systems are integrated to eliminate trapped air, preventing burn marks and bubbles.
- Mirror-Finish Polishing: Transparent parts require an flawless mold surface. We employ ultra-precision optical polishing (SPI A1/A2 standard) to ensure a mirror finish on the mold cavity, which directly translates to maximum light transmittance.
- Conformal Cooling Channels: To prevent uneven shrinkage and deformation, we utilize advanced 3D-printed conformal cooling channels in the mold. This ensures uniform temperature distribution and rapid, balanced cooling.
B. Strict Raw Material Management
- Dedicated Drying Systems: We use high-efficiency desiccant dehumidifying dryers to ensure the moisture content of materials like PC/PMMA is strictly controlled under 0.02% before molding, eliminating silver streaks.
- Dust-Free Feeding Environment: Our raw material handling and feeding processes are completely sealed to prevent any airborne contamination.
C. Precision Injection Molding Process Control
- Multi-Stage Slow-to-Fast Injection: We use modern, high-precision injection molding machines with closed-loop control. Implementing a precise multi-stage injection speed and holding pressure curve effectively prevents flow marks and shrink defects.
- Scientific Temperature Tuning: We precisely balance the barrel temperature and mold temperature (often using high-temperature mold controllers) to maximize material fluidity while preventing thermal degradation.
- Annealing Post-Treatment: For parts with unavoidable internal stress (such as thick-walled PC parts), we perform controlled oven annealing to relieve stress and prevent future cracking.
3. Our Comprehensive Product & Industry Solutions
Leveraging our technical expertise, we provide tailor-made solutions across various high-end industries:
- Automotive Components: We work closely with leading automotive companies to engineer innovative, durable solutions including headlight/taillight lenses, light guides, and transparent interior trim components that meet rigorous safety, UV-resistance, and impact standards.
- Medical & Pharmaceutical: We produce high-transparency, biocompatible parts such as syringes, diagnostic cuvettes, and medical packaging, strictly adhering to medical-grade hygiene standards.
- Optics & Lighting: High-precision lenses and diffuser covers designed for optimal light transmittance and minimal distortion.
- Premium Packaging & Construction: Lightweight, durable, and shatter-resistant transparent solutions, including premium cosmetic containers, pharmaceutical packaging, as well as high-strength architectural skylights and windows with excellent thermal insulation.
Why Partner with Us?
At our company, we don’t just manufacture parts—we provide comprehensive engineering solutions. From initial part design optimization (DFM) and mold flow analysis (Moldflow) to precision mold making and automated clean-room injection molding, we ensure your project is executed flawlessly.
By partnering with us, you benefit from lower defect rates, optimized production costs, and shorter time-to-market.
Ready to elevate your transparent plastic project? Contact our team of experts today for a professional DFM analysis and customized technical consultation.





