
Currently, in China, transparent injection molded parts are widely used in the automotive, medical, lighting, consumer products, and cosmetics packaging industries. Transparent plastic injection molded parts typically use materials PC, POM, PMMC, AS, and PET.
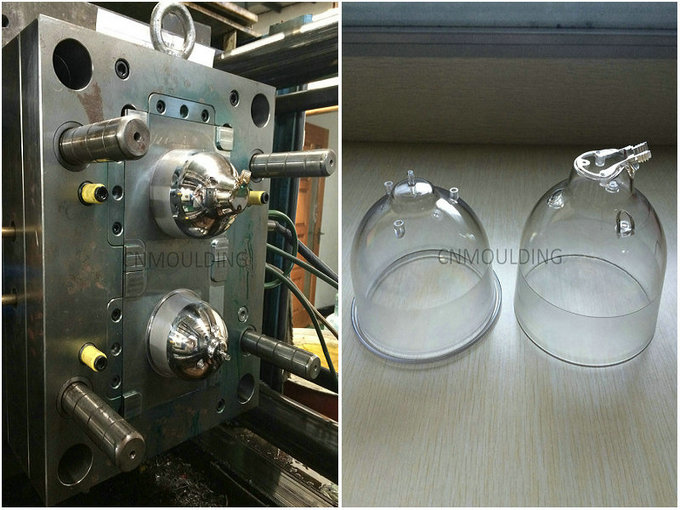
Compared with the other colors of plastic products, strict requirements are necessary for the appearance, of transparent plastic members. Which makes injection molding more complicated. Factors and injection mold design and manufacturing conditions determine the final outcome in the future. There are some problems that often occur in the transparent plastic molding process. We offer some solutions in a transparent plastic cover.
Our products are made from high-quality materials that are transparent, lightweight, and easy to mold. We use the latest technology and techniques to ensure that our products are of the highest quality and meet the strictest industry standards. Our team of experts has years of experience in designing and manufacturing transparent plastic products, and we work closely with our clients to understand their specific requirements.
We offer a wide range of transparent plastic products, including packaging materials, automotive parts, and construction materials. Our packaging materials are ideal for storing and transporting various products, including food, beverages, and pharmaceuticals. They are designed to be lightweight, durable, and easy to handle.
Our automotive parts are designed to meet the highest standards of safety and performance. We work closely with leading automotive companies to develop innovative solutions that meet their specific needs. Our products include headlight lenses, taillight lenses, and interior trim components.
Our construction materials are designed to provide strength, durability, and transparency. They are used in various applications, including roofing, skylights, and windows. Our products are ideal for both residential and commercial buildings, and they provide excellent thermal insulation and energy efficiency.
At our company, we are committed to providing transparent plastic product solutions that meet the needs of our clients. We believe in building long-term relationships with our clients by providing them with high-quality products and exceptional customer service. We are constantly innovating and improving our products to meet the changing needs of the industry.
In conclusion, if you are looking for transparent plastic product solutions, look no further than our company. We offer a wide range of products that are designed to meet the needs of various industries. Our team of experts is dedicated to providing you with high-quality products and exceptional customer service. Contact us today to learn more about our products and services.




