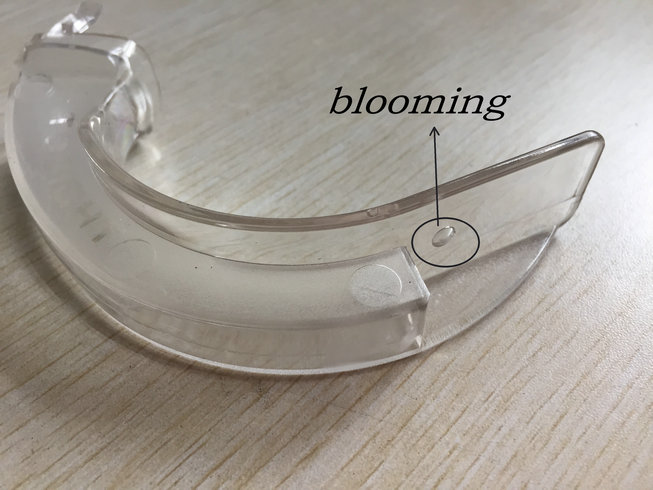
In high-precision injection mold design and production, achieving a flawless surface finish is paramount. One of the most prevalent aesthetic and structural defects encountered during production is Silver Streaks, commercially referred to as Blooming or Crazing.
These silver-colored, needle-like streaks or micro-bubbles on the part surface occur when gas or moisture is trapped in the melt stream and gets stretched along the cavity wall during the filling phase.
To eliminate blooming, engineers must systematically audit five core variables: Machinery, Mold Design, Processing Parameters, Raw Materials, and Product Design.
1. Machine & Equipment Layout Issues
The physical configuration of the injection molding press can introduce excessive shear heat or trap air:
- Nozzle Restrictions: If the nozzle orifice is too small, it creates localized resistance, causing material drooling (salivation) or stringing.
- Mechanical Obstructions: Any burrs, wear, or physical obstacles inside the heating barrel or nozzle assembly create friction hotspots. As the high-speed polymer melt passes these zones, thermal decomposition occurs, releasing degrading gas.
2. Injection Mold Design Flaws
Improper tooling layout is a primary driver of gas entrapment and thermal shear:
- Gating and Runner Inefficiencies: Poor gate positioning, restrictive small gate sizes, or asymmetric multi-gate layouts disrupt the continuous flow front. Unbalanced cooling lines cause large temperature variations across the cavity, leading to flow stagnation that traps air.
- Inadequate Venting Systems: If the mold lacks essential venting slots, or if the vent channels are clogged or misplaced, air cannot escape as the melt enters. Precision tools must utilize parting line vents, porous core inserts, and clearance gaps around ejector pins to ensure optimal gas evacuation.
- Cavity Surface Roughness: High frictional resistance from a poorly polished mold cavity creates localized shear heating, decomposing sensitive resins as they slide against the steel walls.
3. Injection Molding Processing Parameters (Technique)
Improper process settings can thermally degrade the polymer or introduce air mechanically:
- Excessive Melt Temperature: High barrel temperatures or long residence times trigger thermal cracking. If the feed zone temperature is improperly elevated, the plastic pellets melt prematurely in the screw flight, sealing the throat and blocking gaseous volatiles from escaping back through the hopper.
- Sub-Optimal Pressures: Low injection or holding pressures fail to pack the molten plastic densely against the cavity wall, allowing microscopic gas pockets to expand into silver streaks.
- Inappropriate Injection Speeds:
- Too Fast: High-speed injection generates extreme shear rates, splitting polymer chains and releasing decomposition gases.
- Too Slow: Slower speeds fail to fill the cavity before premature skin solidification occurs, reducing surface density and manifesting as blooming.
- The Solution — Multi-Stage Injection Profiling: Transitioning to a multi-stage profile can effectively purge trapped air: Moderate speed through the runner → Decelerate (slow fill) through the gate to prevent jetting and shear → Rapid fill for the main body → Slow down under low pressure to pack the tool and allow gases to fully vent.
- Back Pressure and Screw Speed: Low screw back-pressure paired with high rotational speeds forces the screw to retract too quickly, pulling ambient air into the front of the barrel alongside the feeding pellets.
4. Raw Material Contamination & Moisture Content
Material integrity directly dictates the presence of volatile gases within the melt:
- Moisture Absorption: Hydroscopic polymers readily absorb moisture from the atmosphere. If the raw material is not thoroughly dried using a desiccant hopper dryer before production, trapped moisture instantly vaporizes into steam during injection, creating classic silver blooming.
- Regrind and Contamination: Mixing heterogeneous plastics, contaminated regrind, or excessive ratios of recycled material (generally recommended to keep regrind below 20%) introduces volatile scraps that degrade at standard processing temperatures.
- Additive Aggregation: Excess or unevenly blended liquid additives—such as white dyes, silicone oil lubricants, dibutyl ester plasticizers, antistatic agents, or stabilizers—can pool together and enter the cavity in a concentrated state, volatilizing into streaks.
- Thermal Sensitivity Remediation: Certain polymer grades suffer from catalytic cracking in the presence of trace moisture. For these heat-sensitive resins, adding external lubricants like stearic acid or its metallic salts (at a precise ratio of approximately 50g per 10kg of material) can effectively lower the friction and required processing temperature.
5. Part and Product Design Constraints
The structural design of the plastic component itself plays an implicit role in aesthetic stability:
- Non-Uniform Wall Thickness: Drastic transitions between thick and thin sections cause differential cooling rates and volumetric shrinkage. In these scenarios, tool makers must enlarge the main sprue, runners, and gates within the injection mold design to guarantee uniform melt delivery and robust pressure transmission.
Conclusion: Comprehensive Defect Prevention at CNMOULDING
Resolving cosmetic molding defects like blooming or volumetric shrinkage requires a combination of robust toolroom engineering and scientific molding capabilities. At CNMOULDING, we leverage extensive diagnostic experience to optimize every parameter—from custom mold venting layouts to precise multi-stage injection profiling.
Partner with us to transform your complex part geometries into high-yield, defect-free production runs. Contact our engineering desk today for a detailed DFM evaluation.