How to improve plastic products shrinkage
Plastic products shrinkage for many reasons:
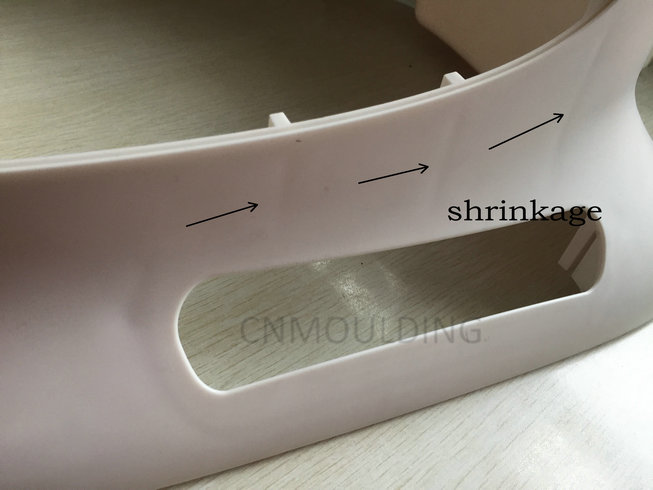
1.1The shrinkage of wall thickness due to the inherent characteristics of plastic, after injection molding cooling, there will be some extent of contraction. Shrinkage of the plastic shell dents primarily on the thick-walled outer surface. Which is more common for larger plastic products, plastic materials shrink due to their volumetric properties, resulting in Raw materials appear into the phenomenon. Therefore, the surface of the finished product will appear in signs of depression. Shrinkage is the most common adverse effect on the finished appearance and occurs mainly at the wall thickness. The practice has proved that if the injection pressure drops, the chances of shrinkage will increase.
1.2Local Shrinkage of the Housing In the deformation of the housing, the most common deformation caused by the internal structural features of the housing. Such as the shrinkage of the outer surface caused by the screw, stiffener, and support. The main reason is that the partial wall thickness of the shell is not uniform. This results in an increase in the wall thickness and the cooling and shrinking time in a large area. In the cooling process. These parts of the wall will produce around the pull of the internal stress. The local existence of shrinkage caused the formation of dents. The choice of materials is also very important, practical experience shows that the selection of high shrinkage shell material PP than the use of low shrinkage ABS, or HIPS more difficult to control shrinkage deformation situation. However, despite the relatively high demand for the design of structural features. PP has obvious cost advantages. The shell parts which have no special requirements on appearance quality are generally replaced by PP instead of ABS or HIPS.
1.3 Flat Shell Warpage: The cooling of the shell is a special process. Where the cooling rate across the shell is a little faster than the cooling rate in the central region. And the slowest cooling rate to the shell near the center of the shell. As a result, the release cavity is the slowest in heat release. And although both ends of the material have solidified. The overall shrinkage of the shell will continue to exist as the melt at the center of the shell cools. And because the plane between the sharp corners can only be one-sided cooling.
Making the strength is much lower at both ends. The cooling shrinkage of the plastic material at the center of the housing creates stress that pulls inward toward. The cooled surface of both ends of the material, causing the surface of the injection molded part to deform, ie, warping of the housing. The study found that the degree of sinking is directly proportional to the size and shrinkage of the part. Because of PP shrinkage of 1.6%, and ABS and HIPS of 0.5%. It is for this reason that the deformation of PP shell parts than ABS, HIPS shell deformation is relatively serious.
Solve the shell warp deformation method
1.1reduce the flow distance Warpage is directly related to the flow distance. For example, the flow from the gate to the end of the shorter the time, the thickness of the frozen layer will be thinning during filling, internal stress will be greatly reduced, and so on Warp deformation will reduce the chance of occurrence.
1.2 Injection mold cooling injection mold in the cooling process should pay attention to the core and cavity temperature balance. so that deformation can be effectively controlled. In addition. The plastic parts on both sides of the temperature to be consistent as far as possible, that is. The mold cooling, the core, the temperature throughout the cavity to be as uniform as possible. So that you can make more uniform contraction around the deformation is effective to control.
Solve the local shell shrinkage method
1. The principle of shrinkage is uniform and consistent wall thickness In order to ensure uniform thickness of the workpiece.
It is necessary to ensure that changes in wall thickness to control between 1: 2. But also to avoid the existence of mutations and cross-section thickness of the design gap, or material thickness Unevenness can lead to shrinkage, cracking at the mutation, and surface defects. Usually about ABS, HIPS, and PP material wall thickness is generally 0.7 ~ 3.5MM, and in practical applications usually take 1.8 ~ 2.5MM, with a concave and convex with the mouth position will generally take 2.2 ~ 2.3mm. Plastic parts wall thickness and the type of plastic parts and plastic parts size is proportional to the size of the relationship.
Note:
1, The molding machine shot time is short, then it will cause the mold temperature is relatively high. It will have an impact on the uniformity of the mold cooling; molding will have difficulties. Such as open the mold when the finished product attached to the dynamic mold stripping, Out, bursting even top convex finished product situation. If the mold is not good quality, there will be stuck in the static mode of existence. In addition, if the mold is poorly vented or there is no vent groove, there may be difficulties in demolding.
2, The injection of pressure is too high, will lead to deformation increases, resulting in uneven contraction. The final impact on the demoulding; but if excessive contraction. Then the mold will be stuck in the dynamic mode, the impact of mold release. So adjust the mold Temperature, it must be to maintain the best mold temperature that can effectively solve the problem of mold release. Under normal circumstances, the dynamic mode Die temperature than the static mold temperature is high 5 ℃ -10 ℃. So if the nozzle and plastic mouth of the center asymmetric, that is, the whole offset or nozzle diameter larger than the hole diameter, Will result in demoulding difficulties.
There are different ways to solution
1. Reinforcing ribs set The main role of stiffeners is to increase the strength and stiffness of the plastic parts. To meet the strength requirements without increasing the thickness of plastic parts. In order to effectively prevent warping deformation and assembly dislocation, the plastic parts should be properly set stiffeners. In order to avoid plastic parts due to a greater bending moment or impact load tendons stress damage, stiffener shape, size, and height should not be set too large (usually not more than 30mm). Practical experience has shown that more uniform reinforcement can be obtained by providing more highly-densified tendons instead of taller tendons.
2. The strength of the column sleeve Structure to be large enough. In order to prevent shrinkage. And the surface contact with the root fillet needs to be increased appropriately.
3. Pillar Setting Position Pillar setting position is very important. For example, if the column is set on a level, it will result in the non-uniform thickness of the bevel, and shrinkage can not be avoided. Therefore, in order to control the shrinkage
deformation, the column should be set on the plane. If the column had to be set on a bevel or arc. The glue would have to be emptied in order to achieve a uniform or direct caldera.
4. Screw column design suitable materials Suitable for crater material is mainly some shrinkage of materials. Such as HIPS, ABS. Suitable for slant roof digging material is mainly some shrinkage rate of the material. The exterior part’s quality requirements are usually relatively high. In order to ensure both the strength of the studs and the appearance of the product. It is necessary to hollow out the studs by using a sloping roof. This approach adopted in the PP shell and HIPS decorative panel is the most common. But in the actual design needs to pay attention to three main points:
First, the appearance of the connection surface of the thickness of the ribs must be ≤ 1 / 2S;
Second, we must ensure that the ramp and screw column has sufficient strength;
The third is to prevent the top of the ramp when sticking mold, Need to ensure ≥5 o.
To avoid the sudden change and cross-section thickness of the design gap If the housing injection molded parts in the middle
of the recess too deep. The actual shape of the injection molded parts will produce arcuate deformation, so in the design, in order to control the arcuate deformation will be reduced Recessed depth. And to ensure that the wall thickness as uniform as possible. Conclusion From this we can see that in the actual design work, in order to effectively control household plastic housing parts shrinkage deformation. The need to consider the structure to avoid shrinkage deformation. By setting the structure of the corresponding measures.
Plastic parts in the same materials and process conditions. Reduce the risk of shrinkage deformation, effectively reduce
the processing difficulty and save processing costs